Как изготовить капсульные гофрированные фильтрующие картриджи
Просмотры : 4380
автор : indrofiltermachine.com
Время обновления : 2025-05-18 11:19:05
Как изготовить капсульные гофрированные фильтрующие картриджи? Капсульные гофрированные фильтрующие картриджи являются важными компонентами в прецизионной фильтрации, широко используются в фармацевтической, пищевой и пивной промышленности, микроэлектронике и лабораторной промышленности. Их компактная конструкция, высокая эффективность и удобство делают их идеальными для фильтрации небольших объемов, где гигиена и целостность имеют решающее значение. В этой статье вы узнаете обо всем процессе производства капсульных гофрированных фильтрующих картриджей, уделив особое внимание использованию современных систем автоматизации, особенно оборудования, предоставленного Shanghai INDRO — отраслевым лидером в области фильтрационного оборудования.
Мы рассмотрим каждый ключевой этап производственного процесса, уделив особое внимание машине для сварки крышек фильтров INDRO , линиисборки гофрированных фильтрующих картриджей INDRO и системе сварки торцевых крышек инфракрасных фильтрующих картриджей INDRO , которые в совокупности обеспечивают точное, последовательное и эффективное производство высококачественных капсульных фильтрующих картриджей.
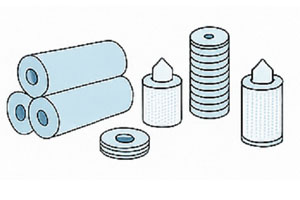
1. Понимание капсульных гофрированных фильтрующих картриджей Прежде чем погрузиться в процесс производства, важно понять структуру и функцию капсульных гофрированных фильтрующих картриджей. Эти фильтры представляют собой компактные блоки, которые обычно включают:
Гофрированная мембрана или глубинная среда
Внутренние и внешние опорные сердечники
Торцевые заглушки (обычно термопластики, такие как ПП или ПЭС)
Интегрированная оболочка капсулы (с возможностью вентиляции/сброса давления или без них)
Эти картриджи можно стерилизовать, они одноразовые и готовы к использованию без необходимости использования корпусов фильтров, что делает их идеальными для применений, требующих высокой степени чистоты.
2. Подготовка сырья Первый этап производства капсульных гофрированных фильтрующих картриджей включает тщательную подготовку сырья. Ключевые материалы включают:
Фильтрующая мембрана : часто изготавливается из ПЭС, ПТФЭ, ПВДФ или нейлона.
Поддерживающие слои : полипропилен, полученный методом выдува расплава, или нетканый материал для поддержки гофрированной мембраны.
Материалы заглушек и корпуса : Изготовлены из первичного полипропилена или других совместимых полимеров.
Уплотнительные элементы : например, уплотнительные кольца или термосварные материалы.
Все материалы должны соответствовать строгим стандартам качества по чистоте, химической совместимости и эффективности фильтрации. 3. Плиссировка и резка мембраны Фильтрующая мембрана гофрируется для увеличения площади поверхности и максимизации скорости потока и грязеемкости.Этот процесс автоматизирован с помощью гофрирующих машин. Мембрана и ее опорные слои объединяются, а затем гофрируются в равномерные складки.
После плиссировки материал разрезается на точные длины, соответствующие размеру капсулы. Автоматизация обеспечивает точность и минимизирует отходы материала.
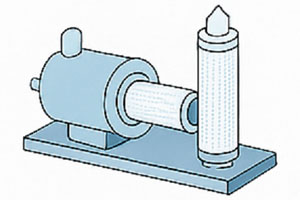
4. Установка и сборка сердечника фильтра После подготовки гофрированной среды ее сворачивают и вставляют во внутреннюю структуру сердечника. Этот шаг имеет решающее значение, посколькусердечник обеспечивает механическую прочность и поддержку.
Центральную роль здесь играет линиямашины для сборки гофрированных фильтрующих картриджей INDRO . Эта передовая высокоскоростная система автоматизирует:
Раскатывание и вставка гофрированного материала во внутренний сердечник
Установка внешнего каркаса или кожуха
Правильное расположение картриджа для сварки
Использование этой линии машин обеспечивает высокоскоростное производство с превосходной согласованностью, повторяемостью и целостностью продукта. Интеллектуальные системы управления и датчики INDRO гарантируют жесткие допуски и минимизируют человеческие ошибки на этапе сборки.
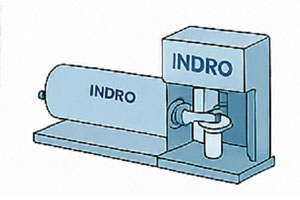
5. Сварка торцевой заглушки Одним из наиболее важных этапов производства капсульных гофрированных фильтрующих картриджей является сварка торцевых крышек. Торцевые крышки не только герметизируют фильтрующий материал, но и обеспечивают структурную целостность и позволяют правильно направлять поток и устанавливать его.
Традиционные методы сварки часто приводят к деформации или неравномерному склеиванию, особенно при работе с термопластами.Компания INDRO решила этипроблемы с помощью своего передового аппарата для сварки крышек фильтров INDRO . Характеристики сварочного аппарата для крышек фильтров INDRO
Точная термическая сварка с регулируемой температурой и временем
Равномерное распределение тепла для предотвращения деформации колпачка
Полностью автоматизированная работа, снижающая зависимость от рабочей силы
Интеграция с восходящими и нисходящими системами на сборочной линии
С помощью этого оборудования гофрированный фильтр надежно сваривается с верхней и нижней крышками, образуя герметичное соединение, обеспечивающее целостность фильтрации под высоким давлением.
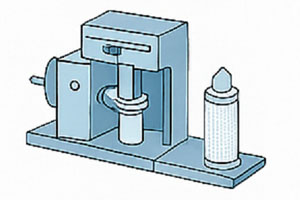
6. Инфракрасная сварка торцевых крышек для превосходной производительности Для картриджей капсульных фильтров высшего уровня системасварки торцевых крышек картриджей инфракрасных фильтров INDRO предлагает решение следующего уровня. Технология инфракрасной сварки позволяет избежать прямого контакта, тем самым исключая риски загрязнения и обеспечивая более равномерные и точные сварные швы. Преимущества системы инфракрасной сварки INDRO
Бесконтактная, сверхчистая сварка, идеально подходящая для фармацевтической и биотехнологической промышленности
Превосходный контроль температуры для нежных мембран
Интегрированная система водяного охлаждения для сохранения свойств фильтрующего материала
Замкнутая обратная связь обеспечивает стабильное качество сварки
Система особенно полезна при работе с высокоэффективными материалами, такими как ПТФЭ, или когда требуется строгое соблюдение нормативных требований.
Благодаря этому система сварки торцевых крышек картриджей инфракрасных фильтров INDRO является предпочтительным выбором среди производителей, стремящихся к высочайшим стандартам в производстве картриджей гофрированных капсульных фильтров.
7. Сборка капсулы После сварки гофрированного фильтра в капсульную конфигурацию, прикрепляется внешняя оболочка и соединительные интерфейсы. Это может включать:
Входная и выходная арматура (например, штуцеры для шлангов, санитарные тройники)
Вентиляционные отверстия или отверстия для отбора проб
Механизмы сброса давления (при необходимости)
На этом этапе также осуществляется окончательная герметизация и нанесение лазерной маркировки или этикеток для идентификации продукта.
Линия сборки гофрированных фильтрующих картриджей INDRO объединяет эти этапы с автоматическим позиционированием, ультразвуковой или термической сваркой, а также дополнительной сериализацией или маркировкой штрихкода.
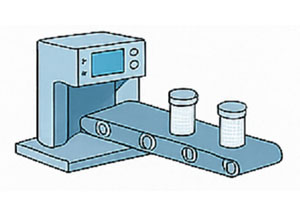
8. Проверка целостности и контроль качества Каждый капсульный гофрированный фильтрующий картридж должен пройти строгую проверку качества перед выпуском. Общие тесты на целостность включают:
Тест на точку пузырька
Тест диффузионного потока
Испытание на прямой поток или падение давления
Оборудование для автоматизированного тестирования целостности может быть интегрировано в сборочную линию INDRO, обеспечивая 100%-ное тестирование на линии без прерывания производственного потока. Другие проверки качества включают визуальный осмотр, измерение размеров и оценку механической целостности.
Все результаты регистрируются в цифровом формате для обеспечения прослеживаемости и соответствия стандартам ISO и GMP.
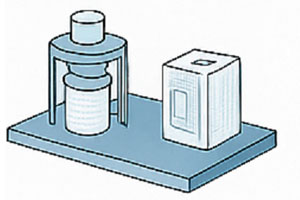
9. Очистка, стерилизация и упаковка В зависимости от области применения картриджи капсульных фильтров могут подвергаться процессам очистки или стерилизации, таким как:
Промывание сверхчистой водой
Гамма-облучение
Моделирование или проверка процесса паровой обработки на месте (SIP)
После стерилизации (при необходимости) картриджи сушатся и упаковываются в чистых помещениях с использованием автоматизированных упаковочных систем. Каждый фильтр индивидуально упакован в стерильные, защищенные от несанкционированного вскрытия пакеты или сумки с четкой маркировкой номера партии, даты изготовления и инструкции по применению.
10. Окончательная проверка и отгрузка Окончательный визуальный осмотр гарантирует, что капсулы не имеют дефектов, загрязнений или ошибок маркировки. После одобрения они упаковываются в коробки в соответствии со спецификациями заказчика и отправляются с сертификатами качества и документацией.
Интеллектуальные системы отслеживания и MES-совместимые системы INDRO обеспечивают полную прослеживаемость от сырья до конечной отгрузки.
Заключение: Автоматизация для повышения качества производства фильтров Производство капсульных гофрированных фильтрующих картриджей — это прецизионный процесс, требующий высокой степени чистоты, повторяемости и гарантии качества. Использование передовых технологий автоматизации и сварки, особенно от такого надежного производителя, как Shanghai INDRO, значительно повышает надежность, безопасность и производительность процесса.
Используя:
производители могут уверенно и эффективно удовлетворять растущий мировой спрос на высококачественные капсульные фильтры.
Поскольку отрасли промышленности по-прежнему требуют более высокой эффективности фильтрации, внедрение этих технологий больше не является вариантом — это необходимость для конкурентоспособного производства.


 Компания INDRO решила эти проблемы с помощью своего передового аппарата для сварки крышек фильтров INDRO .
Компания INDRO решила эти проблемы с помощью своего передового аппарата для сварки крышек фильтров INDRO .